Cart
Looks like your shopping cart is empty...



✓ In Stock
✓ Ships in 1-3 Business Days
✓ Ships in 1-2 wks
✓ US-Based Support
For Turnkeys and Custom Applications, we can help!
| Technical Specs | |
|---|---|
| Vise Repeatability | 0.0008" |
| Vise Clamping Force | 900 - 3,400 lbf |
| Clamping Width | 75mm/100mm |
| Recommended Input Pressure | 100 psi |
| Max Pressure | 130 psi |
| Pallet Height | 6.2" |
| Weight | 65lbs |
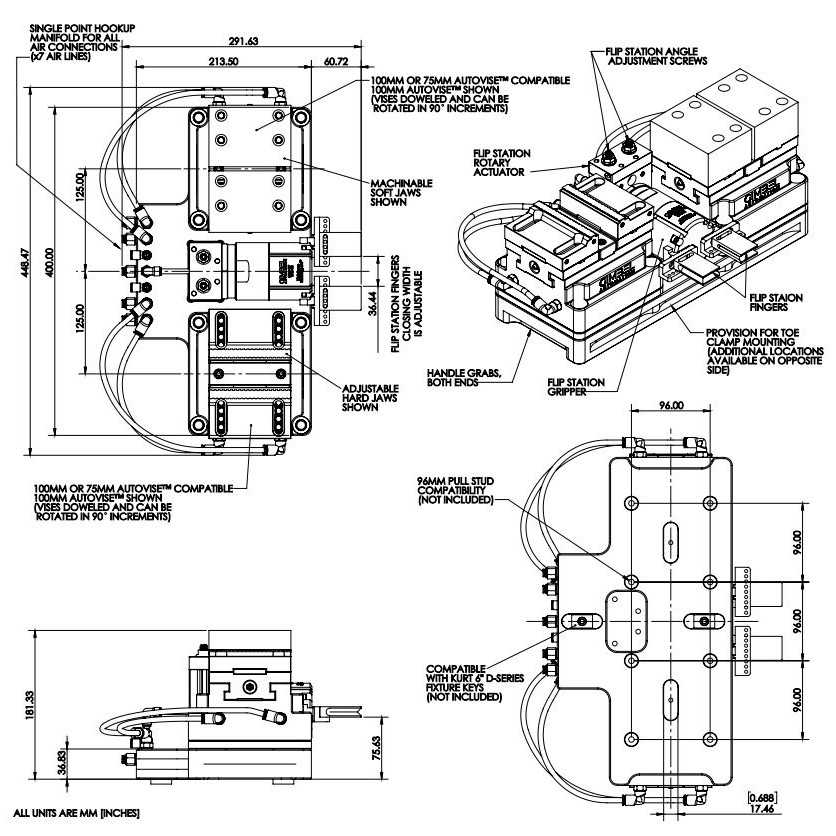
Thanks to all air being routed cleanly through the pallet, the entire system can be pulled on and off of a machine in a few minutes.
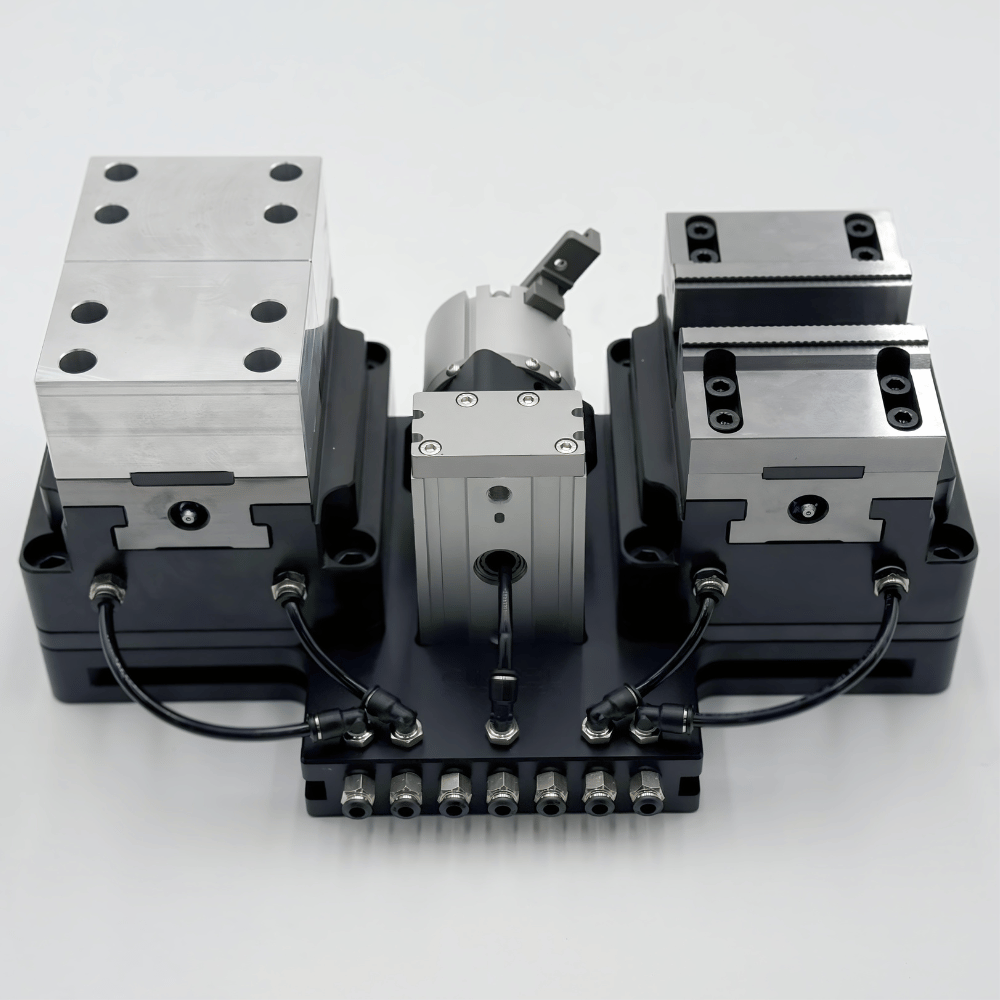
Our GripFlipGrip5™ Two Operation Automation Module is the easiest way to automate complete machining of two-operation components on a three-axis CNC Machine. Our fifth iteration of the two-operation module, this module has been widely adopted for both Gripper and Robotic Machine-Tending. The Module consists of an integrated QuickFlip™ Part Flipping Station and Two of our AutoVise™ Pneumatic CNC Vises all on one integrated Manifold Base.
The first operation is machined in the Op1 Vise, a Gripper moves it to the Flip Station flipping the part over, and the part is then moved to the Op2 Vise for Second-Op Machining. With our GimGripper™ or GimVac™ products, the next cycle of parts is loaded and the process continues until the desired number of finished parts are manufactured.
The system is available with either 75mm or 100mm Gimbel AutoVises™ (and can also be custom built with other types of automated workholding for specialty applications upon request). By default, the system is equipped with a pre-machined 96mm pullstud pattern for drop-in compatibility with 5th Axis Zero Point Systems.
At Gimbel, we’ve gone to great lengths to help you not only automate your machine tending, but to also make the programming to do so quick and simple. We’ve developed a comprehensive Macro Template for machine brands including Haas, Brother, Fanuc, and DN Solutions that makes programming this system possible for experienced user. Your compatible Macro Template and full training documents are sent at the time of purchase.
The GripFlipGrip™ Module is typically paired with at least one GimVac™, at least one GimGripper™, and 2-3 MCodeAirKits™.
For users new to Macro programming, we highly recommend our Turnkey or Semi-Turnkey Services instead of self-implementation for two-operation automation projects.
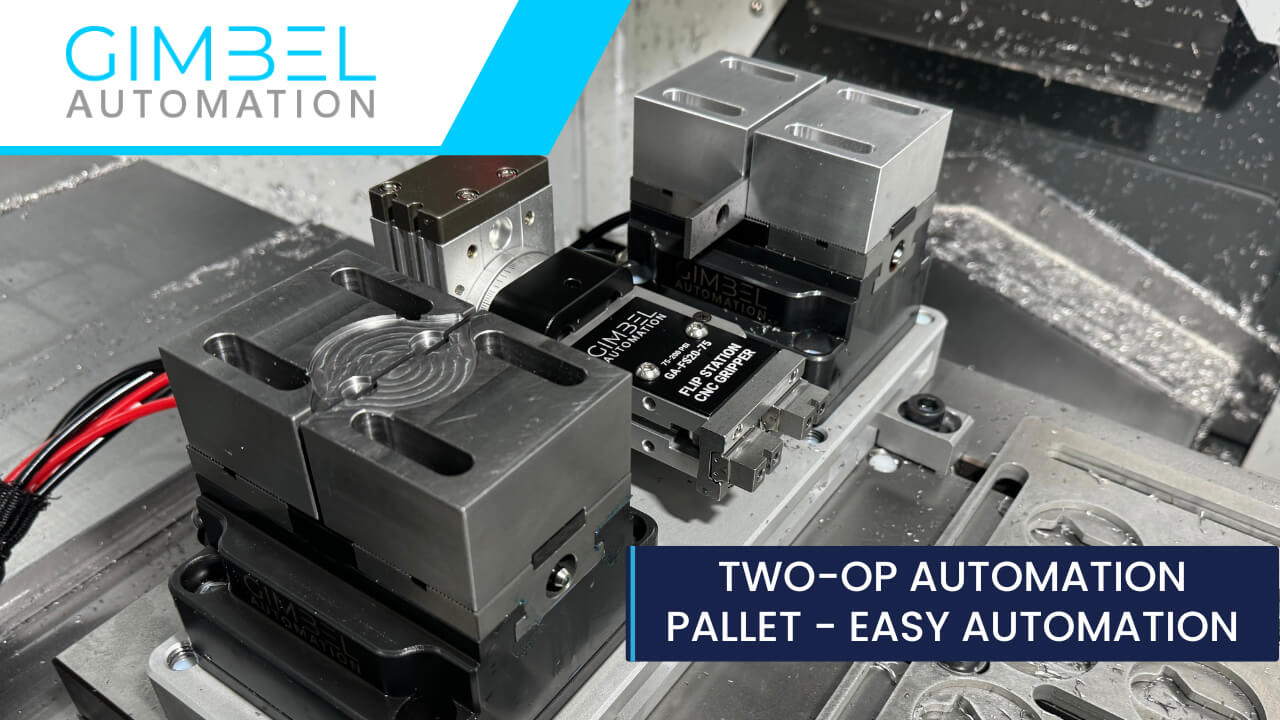
Gimbel Automation’s Two-Op Automation Pallet is the easiest and fastest way to implement Machine Tending CNC Automation for a two-operation part in a single cycle on your Vertical CNC Mill. It solves all the challenges of automated workholding and part orientation by providing two of our Self-Centering Pneumatic CNC Vises and a Pneumatic Part Flip Station onto a single pallet that weighs less than a traditional Kurt Vise.
The Two-Op Automation Pallet is actuated pneumatically by solenoids. On the front of the Pallet, there are seven air lines, which can be controlled by a total of four 5-Channel (2-Way) Solenoids. Most of our customers opt to purchase two of our Instant Solenoid Kits to allow this install to only take a few minutes.
The Two-Op Automation Pallet is designed to be a drop-in solution that solves all of the challenges of automated CNC Machine Tending Workholding. You’ll need to pair the Two-Op Automation Pallet with a form of part-tending, such as the use of our CNC Spindle Grippers or Vacuum Grabbers. We also have countless customers using the Two-Op Automation Pallets with Cobot and Robot solutions, including those from Universal Robotics, Halter Robotics, Automation Within Reach, and many more.
If you are using our CNC Spindle Grippers, our CNC Vacuum Grabbers, or our Conveyor Loading System, your purchase of the Two-Op Automation Pallet comes with a comprehensive template-based macro program for your machine. We have existing Template programs with confirmed compatibility for Haas, Brother, and Fanuc, and are working on more every day. With the macro template, programming a complete automated workflow is as simple as programming an individual part that would be manually loaded. The actual cutting programs are called using G65, and the only modification to your actual posted code is replacing the M30 at the end with an M99.




































